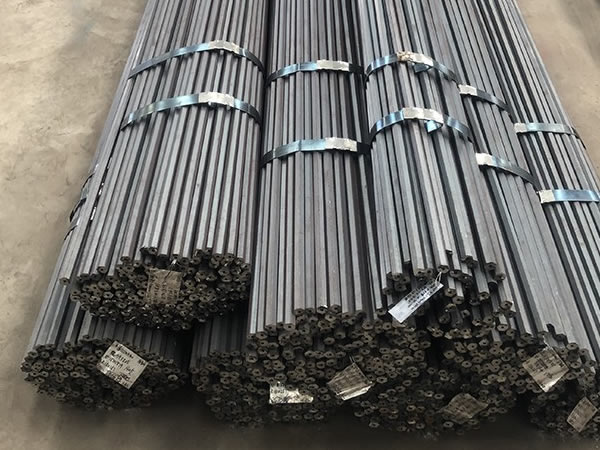
鑿巖釬具鋼中空鋼

六角中空鋼
- 產(chǎn)品描述:六角中空鋼軋制工藝: 以軋H22 ,ZK95CrMo 為例,擬定軋制工藝如下: 1、粗軋。在a500 mm ×2 軋機上采用專用的中空鋼延伸孔型系統(tǒng),在a500 機組軋9 道次,軋出中間方坯進入連軋機組軋制不同規(guī)格的中空鋼。



六角中空鋼軋制工藝:
以軋H22 ,ZK95CrMo 為例,擬定軋制工藝如下:
1、粗軋。在a500 mm ×2 軋機上采用專用的中空鋼延伸孔型系統(tǒng),在a500 機組軋9 道次,軋出中間方坯進入連軋機組軋制不同規(guī)格的中空鋼。
2、連軋機組。采用平- 立交替的孔型系統(tǒng),所有規(guī)格都在立式軋機出成品。連軋采用專用的中空鋼孔型配輥,根據(jù)軋制不同的品種規(guī)格而配備相應(yīng)的軋制道次,其中H22 中空鋼采用14 架連軋出成品。
3、連軋控制。中軋機組采用微張力控制,張力系數(shù)應(yīng)小于1 %。精軋機組采用8 臺活套控制,根據(jù)軋制鋼種及規(guī)格的不同,采取不同的套高調(diào)節(jié),活套高度控制在100~300 mm 范圍內(nèi),同時,還采取不同的套寬控制活套內(nèi)的料型弧度,實現(xiàn)穩(wěn)定的無張力軋制。
|
規(guī)格代號 |
基本尺寸 |
中心孔直徑 |
平均重量(參考值)(kg/m) |
材質(zhì) |
|
H19 |
19.0 |
5.5 |
2.25 |
23CrNi3MoA |
|
H22 |
22.2 |
7.2 |
2.99 |
|
|
H25 |
25.5 |
8.0 |
4.06 |
|
|
H28 |
29.0 |
9.0 |
5.25 |
|
|
H32 |
32.5 |
10.0 |
6.63 |
|
|
H35 |
36.0 |
11.0 |
8.08 |



導(dǎo)航欄目
新聞中心
- 2021年蓮花山鑿巖和鵬瑞鑿巖戰(zhàn)略合作協(xié)議續(xù)簽2021-12-01
- 地質(zhì)鉆探管生銹的原因有哪些2020-06-12
- 地質(zhì)鉆探管怎么做壓力測試2020-06-12
- 地質(zhì)鋼管的焊接方法有哪些2020-06-12
- 地質(zhì)鉆探管的主要工藝特點2020-06-12
聯(lián)系我們
CONTACT US聯(lián)系人:馬經(jīng)理
手 機:13053303388
郵 箱:pengrui@chinapengrui.com
公 司:山東鵬瑞鑿巖科技有限公司
地 址:淄博淄川龍泉鎮(zhèn)湖南路566號